Overview
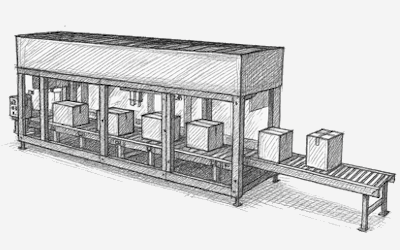
Customer deployed a system that takes metal roofing shingles from a press and then handles and packages the product into cartons.
Solution
Hardware
Customer selected RSI’s PC based motion controller to control their machine. RSI assisted with the selection of the servo motors, drives, cabling, and I/O components.
Software
RSI provided software libraries and tools to help the customer program their machine in C++.
Additional Information
Machine Info
- Machine works with a press that creates metal roofing shingles from steel, copper, or aluminum sheet. The press puts out a shingle at about 1.9 second cycle.
- The metal shingles slide on to the intake conveyor of customer machine and are transferred to the first station in the machine
- The first station picks up each shingle as it arrives and rotates to place the shingle in a stack in the second station.
- As the shingles are transferred to the second station every other one is rotated so that they stack flat. When a set number of shingles are placed in the stack in station 2, it rotates to provide a new nest for station 1 to continue picking and stacking.
- The process has to continue through out the machine without interruption. A delay of about .2 of a second will cause the shingles to stack up on the intake conveyor.
- When a full stack of shingles is rotated to the discharge position in station 2, station 3 begins removing the shingles from the stack one at a time.
- After lifting a shingle from the stack it rotates and places the shingle into a corrugated carton which has been positioned into station 4. To accomplish this station 3 makes an extending move that is approximately 42” in length then pauses for vacuum to take hold of the part and retracts. This 42” move has to be done in .5 second or less. The 180 degree rotational move of the whole station which weighs about 200lbs has to be completed in about .6 second or less.
- The pick position of the 42” move of station 3 is variable and changes with each cycle and the same for the drop position. The pick position depends on the number of shingles in the stack. The drop position in the carton depends on the number of shingles in the carton and the material the shingle is made of.
- When the carton is full in station 4 it rotates a new carton into position. Station 4 must rotate 180 degrees with a full carton of shingles in .6 second so that station 3 can continue offloading shingles without pause. Station 4 weighs about 300 lbs. While station 3 is loading shingles into the carton in the load position of station 4 the staging position of station 4 is discharging the full carton onto the exit conveyor and then loading an empty carton to be rotated into position and loaded with shingles.
- Of course there is a tremendous amount of additional logic that has to take place for the system to work.
Contact Info
Alan Thatcher (CEO of Kinetic Automation) has served the automation industry for 30+ years. Please contact Alan (via LinkedIn) if you need a custom machine or require advanced software resources.